
Инъекция формалаштыруның өстенлекләре һәм чикләүләре
Инъекция ярдәмендә калыплауның штамп белән калыплауга караганда өстенлекләре турында бәхәсләр бар, ул беренче тапкыр 1930 елларда кертелгәннән бирле. Бу ысулның өстенлекләре генә түгел, ә чикләүләре дә бар, һәм бу, нигездә, ихтыяҗга нигезләнгән. Үз товарларын җитештерү өчен формалаштырылган детальләргә таянган оригиналь җиһаз җитештерүчеләр (OEM) һәм башка кулланучылар, кайсы формалаштырылган детальләр аларның ихтыяҗларына иң яхшы туры киләчәген хәл иткәндә, сыйфат, ныклык һәм арзанлык кебек факторларны эзлиләр.
ИНЖЕКЦИЯЛӘҮ НИ ӨЧЕН КАЛЫПЛАУ НӘРСӘ УЛ?
Инъекция формалаштыру - эретелгән пластикны калыпка салып, катыру юлы белән әзер детальләр яки әйберләр ясау ысулы. Бу детальләрнең кулланылышы, процесс нәтиҗәсендә ясалган продуктларның төрлелеге кебек үк, төрлечә. Кулланылышына карап, инъекция формалаштыруда ясалган детальләрнең авырлыгы берничә унциядан йөзләрчә яки меңләгән фунтка кадәр була ала. Икенче төрле әйткәндә, компьютер детальләреннән, газлы эчемлек шешәләреннән һәм уенчыклардан алып, йөк машинасы, трактор һәм автомобиль детальләренә кадәр.
МАТЕРИАЛЬ КОЮ НӘРСӘ УЛ
Кою - төгәл үлчәмле, ачык билгеләнгән, шома яки текстуралы өслекле металл детальләр җитештерү өчен җитештерү процессы. Ул эретелгән металлны югары басым астында кабат кулланыла торган металл штампларга этәрү юлы белән башкарыла. Бу процесс еш кына чимал һәм әзер продукт арасындагы иң кыска ара дип атала. "Кою" термины шулай ук әзер детальне тасвирлау өчен дә кулланыла.
ПЛАСТИК ИНЖЕКЦИЯЛӘҮ КАЛИБЫ В. МАЛОМАТ КОЮ
Инъекция белән калыплау ысулы башта калып коюга нигезләнгән иде, бу охшаш процедурада эрегән металл җитештерелгән продукция өчен детальләр ясау өчен калыпка мәҗбүр ителә. Ләкин, пластик сумалалар куллану урынына, калып коюда күбесенчә цинк, алюминий, магний һәм латунь кебек төсле металлар кулланыла. Теләсә нинди детальне диярлек теләсә нинди металлдан коеп булса да, алюминий иң популярларының берсе булып үсеш алган. Аның эрү температурасы түбән, бу аны детальләрне формалаштыру өчен җиңел сыгылучан итә. Калыплар даими калып процессында кулланылган калыпларга караганда ныграк, югары басым инъекцияләренә чыдам, алар 30,000 psi яки аннан да күбрәк булырга мөмкин. Югары басым процессы нык, нечкә сыйфатлы структура булдыра, ул арыганлыкка чыдам. Шуңа күрә калып кою двигательләрдән һәм двигатель детальләреннән алып казаннарга һәм табаларга кадәр төрлечә кулланыла.
Коюның өстенлекләре
Әгәр компаниягезнең нык, чыдам, күпләп җитештерелә торган металл детальләр, мәсәлән, тоташтыру тартмалары, поршеньнәр, цилиндр башлары һәм двигатель блоклары, яки пропеллерлар, шестернялар, втулкалар, насослар һәм клапаннар ихтыяҗлары булса, штамп белән кою идеаль вариант булып тора.
Көчле
Чыдам
Күпләп җитештерү җиңел
Кою чикләүләре
Шулай да, бәхәссез, штамп коюның үз өстенлекләре булса да, аны куллану ысулында берничә чикләү бар.
Чикләнгән деталь зурлыклары (максимум якынча 24 дюйм һәм 75 фунт).
Башлангыч кораллар өчен югары чыгымнар
Металл бәяләре сизелерлек үзгәрергә мөмкин
Чүп-чар материаллары җитештерү чыгымнарын арттыра
Инъекция формалаштыруның өстенлекләре
Инъекция ярдәмендә калыплауның өстенлекләре еллар дәвамында популярлашты, чөнки ул традицион калыплау җитештерү ысуллары белән чагыштырганда өстенлекләр бирә. Аерым алганда, бүгенге көндә пластиктан ясалган арзан һәм арзанлы продуктларның зур саны һәм төрлелеге чиксез диярлек. Шулай ук минималь эшкәртү таләпләре дә бар.
Җиңел
Бәрелүгә чыдам
Коррозиягә чыдам
Җылылыкка чыдам
Түбән бәя
Минималь эшкәртү таләпләре
Шунысын да әйтергә кирәк, нинди калыплау ысулын куллану сыйфат, кирәклелек һәм табышлылык кисешүе белән билгеләнәчәк. Һәр ысулның өстенлекләре һәм чикләүләре бар. Кайсы ысулны кулланырга - RIM калыплау, традицион инъекция калыплау яки детальләр җитештерү өчен калып кою - сезнең OEM ихтыяҗларыгызга бәйле булачак.
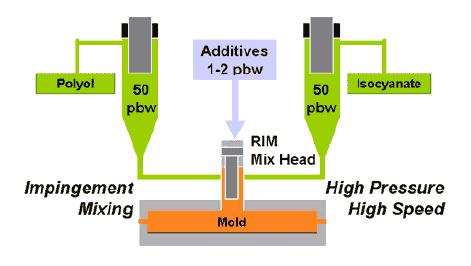
Osborne Industries, Inc. компаниясе реакцион инъекцияләү (RIM) процессын традицион инъекцияләү практикасына караганда куллана, чөнки ул тагын да түбәнрәк чыгымнар, ныклык һәм җитештерүнең җиңеллеге белән аерылып тора. RIM-формалаштыру традицион инъекцияләүдә кулланыла торган термопластикларга караганда термосет пластикларын куллану өчен яраклы. Термосет пластиклары җиңел, гадәттән тыш нык һәм коррозиягә чыдам, һәм аеруча экстремаль температураларда, югары җылылыкта яки югары коррозияле кушымталарда кулланыла торган детальләр өчен идеаль. RIM детальләрен җитештерү чыгымнары да түбән, хәтта уртача һәм түбән күләмле эшләнмәләр белән дә. Реакцион инъекцияләүнең төп өстенлекләренең берсе - ул зур детальләрне, мәсәлән, транспорт чарасы приборлары панельләрен, хлорлы камера манарасы өслекләрен яки йөк машинасы һәм трейлер канатларын җитештерү мөмкинлеген бирә.
Бастырылган вакыты: 2020 елның 5 июне